

热裂解过程可分为两类:间歇性生产和连续性生产。在间歇性生产中,可以确定每次完全热裂解的确定时间;在连续性生产中,可以确定废旧轮胎小块在热解炉内的运动速度及路程,从而确定热裂解停留时间。在工业生产中,热裂解炉内的热裂解时间包括废旧轮胎小块进入热裂解炉至热裂解完全所用的时间。热裂解设备的加热效率对轮胎小块热裂解有一定的影响,但是若考虑热裂解炉内部温度达到完全热裂解温度并处于稳定状态下,则忽略热裂解设备加热效率的影响。热裂解温度与热裂解时间之间的关系如下图所示。
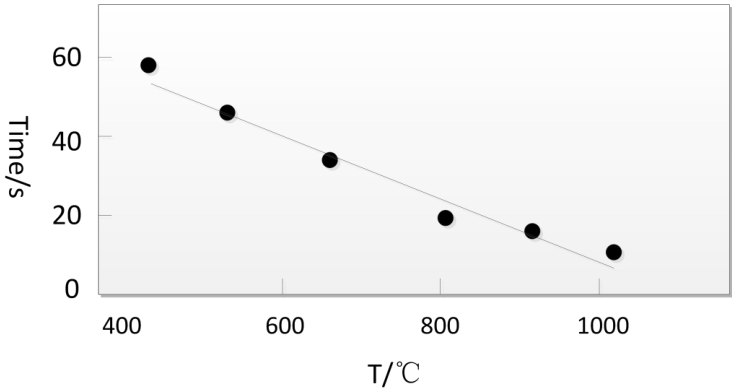
通过实验可以得出当热裂解温度为500℃时,完全热裂解所需时间为53.9s;1000℃时,完全热裂解所需时间为8.5s,实验测量的裂解时间为从开始产气到产气结束的时间。完全热裂解后的裂解产物如下表所示,废旧轮胎小块在高温下的停留时间对裂解产物组分比例影响很小。一方面,废旧轮胎小块完全热裂解必须要将以化学键的形式结合在一起的轮胎中的炭黑填料与橡胶基体完全断裂;但是太长的热裂解停留时间会造成二次裂解,使热裂解炭黑表面容易粘上一些含碳化合物小颗粒,损坏的炭黑品质。因此需要确定合适的热裂解停留时间,不但能够提升裂解产物的质量,同时降低能源消耗,从而减少生产成本。
| 温度/℃ | 500 | 600 | 700 | 800 | 900 | 1000 |
| 可燃废气 | 5.3% | 8% | 18% | 21% | 22.9% | 23.3% |
| 炭黑 | 37.3% | 36.8% | 36.5% | 35% | 34.4% | 34.3% |
| 轮胎油 | 57.4% | 55.2% | 45.6% | 44.5% | 42.7% | 42.4% |
商丘利菲尔特主营废轮胎炼油设备、废塑料炼油设备、废橡胶炼油设备、油泥处理设备 | 豫ICP备18000213号-5 | XML



